

Operational risk, a critical facet of risk management in industrial settings, encompasses potential losses from processes, systems, human factors, and external events. This educational exploration focuses on its application in industrial maintenance, centering on the known state of assets and the financial risk associated with identified problems.
In an industrial plant setting, operational risk in maintenance relates to the potential expenditure needed for proper asset functioning, covering repair or replacement costs, production losses, manpower hours, and administrative expenses. The goal is to estimate potential financial losses based on the known issues present on the plants assets.
1. What is industrial maintenance operational risk in an industrial plant setting?
Industrial maintenance operational risk is the amount of money that is at risk of being spent to maintain the proper operation of your assets. Some of the costs are asset repair or replacement, production loss either via noncomplying products or simply machine downtime, manpower hours spent performing maintenance and administrative costs. The goal is to estimate the financial losses that are likely to occur based on the known plant health.
2. Using an Example to Define Calculation Factors
Before delving into equations, let’s consider an example involving a motor, coupling, and pump. Calculating operational risk involves assessing potential losses if this asset fails, such as repair costs. Preventative and predictive maintenance can mitigate these costs by identifying issues in advance, allowing for proactive and cost-effective solutions. Additionally, proactive maintenance aims to prevent issues altogether, though its benefits are challenging to quantify and require in-depth analysis.
3. Factors in Operational Risk Calculation
3.1. Repair cost
Repair cost encompasses expenses such as replacement parts, shipping, ordering, and administrative costs, along with salaries or contractor fees for repair services.
To mitigate repair costs, two specific approaches stand out. First, preventative and predictive maintenance prove instrumental. Through these inspections, one gains insights in advance, identifying potential issues with the asset. This approach significantly reduces repair costs, as addressing a minor concern, such as tightening nuts and bolts, proves more economical than dealing with a catastrophic failure leading to an unplanned shutdown. Foreseen repairs can be strategically planned, further minimizing costs, with Spartakus being particularly effective in measuring this aspect of operational risk.
The second method to curtail maintenance expenses involves proactive maintenance, aiming not to foresee but to prevent problems altogether. While the benefits of this approach are substantial, quantifying them poses challenges. This form of operational risk calculation becomes pertinent in estimating project value through before-and-after analyses. Although Spartakus can facilitate this calculation, it demands thorough analysis and is not a passive process. Implementing proactive maintenance strategies becomes an investment in averting potential issues, and while harder to quantify, the long-term benefits contribute significantly to operational risk reduction.
3.2. Downtime cost
Measured in $/h, downtime cost represents the financial losses incurred when the production line comes to a halt. While this value is straightforward to determine, involving the measurement of production output per hour and assigning it a retail price, other influencing factors should be considered. Fortunately, most plants can readily obtain this crucial metric through their financial department, providing a fundamental basis for assessing the economic impact of production interruptions.
3.3. Expected downtime hours
The anticipated downtime hours denote the estimated duration resulting from the breakdown of the asset. Recognizing the inherent variability in repair times, which can differ with each instance, the objective is to derive an average value. Notably, this calculation excludes the consideration of any backup assets that could potentially reduce downtime hours. The integration of backup assets is reserved for the final step of the assessment process.
3.4. Contingency
The contingency factor, ranging from 0 to 1, represents a risk reduction. Backup assets, simultaneous repairs during unplanned downtime, and flexibility in product quality or delivery time are examples. This factor adds a nuanced layer to operational risk calculations.
4. Calculating the operational risk
Now that we have looked at all the parameters, let’s review the equation.

Operation Risk ($) = OR
Downtime Cost ($/h) = DC
Expected Downtime Hours (h) = EDH
Contingency (value from 0 to 1) = CON
Repair Cost ($) = RC
The operational risk equation combines downtime cost, expected downtime hours, and the contingency factor with repair costs. Notably, this calculation doesn’t account for the likelihood of a problem occurring but focuses on estimating financial implications when issues arise. In Spartakus, this equation integrates asset health assessments to introduce a probability factor.
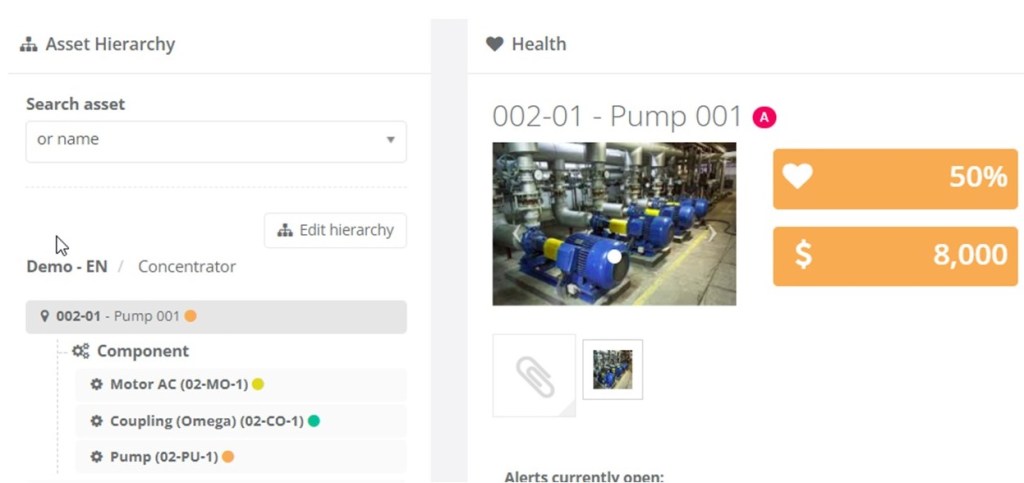
For our example asset, the following values were used.

The operational risk is multiplied with the inverse of the asset’s health, which in this case is 50% due to a problem found via vibration analysis. The final result is an operational risk of 8000$.

5. Limitations
Those acquainted with industrial maintenance will discern certain constraints within the equation and underlying assumptions. Spartakus adapts operational risk based on the information available from plants, leading to the following limitations and assumptions:
- Asset Health vs. Probability: The operational risk is multiplied by the asset’s health, representing an estimate of severity rather than a measure of probability.
- Neglect of Compound Risks: The operational risk calculation method overlooks scenarios where multiple problems on a machine contribute to the total risk, a phenomenon sometimes referred to as compound risks.
- Single Worst-Case Consideration: While different problems on the same asset may yield varying operational risks, the approach considers only the highest risk, potentially overlooking nuanced scenarios.
- Subjectivity of Contingency Factor: The contingency factor, initially subjective, requires adjustments after comparing expenses with historic operational risk. Its precise determination poses challenges.
- Exclusion of Unpredictable Breakages: This method of calculating operational risk does not account for risks stemming from unpredictable breakages, such as operator errors leading to machine damage.
- Assumption of Documented Problems: Plant-level operational risk assumes that every existing problem has been documented, potentially overlooking undocumented issues.
It is essential to acknowledge that operational risk is a statistical measure, not providing exact values for each asset. The primary objective is to illustrate the trend in the plant’s operational risk, indicating whether it is increasing or decreasing and at what rate. However, using it to pinpoint specific values, such as determining the operational risk based on an identified motor imbalance as exactly $6,723.58, is beyond the scope of the current methodology.
While a more detailed and precise equation theoretically promises greater accuracy in operational risk assessment, the practical challenge lies in the scarcity of necessary data within most plants. The complexity of such equations necessitates data that is often unavailable or difficult to collect, making the current approach more feasible for a majority of users.
Conclusion
Utilizing this operational risk assessment method provides valuable insights into plant-level operational risk trends, aiding in the prioritization of corrective actions. It facilitates proactive maintenance strategies, contributing to operational risk reduction and subsequent financial savings. While the equation has limitations, its primary utility lies in tracking operational risk trends and gauging improvement or degradation within a plant’s operational landscape.

Michael Simard-Chachoua
Customer Success Specialist – Spartakus technologies
msimardchachoua@spartakustech.com